Double Block and Bleed (DBB) valves are essential components in various industrial systems, providing a reliable means of isolating and bleeding pressure. These valves are designed to block the flow from both upstream and downstream sides while allowing the system to be bled or vented through a separate port. The primary function of DBB valves is to ensure complete isolation, offering enhanced safety and operational efficiency.
DBB valves are commonly used in applications where maintenance, repair, and testing are required without shutting down the entire system. They are widely used in the oil and gas industry, chemical processing plants, and other critical sectors where safety and precision are paramount. The design of DBB valves includes two seating surfaces that create a tight seal, preventing any leakage and ensuring complete isolation.

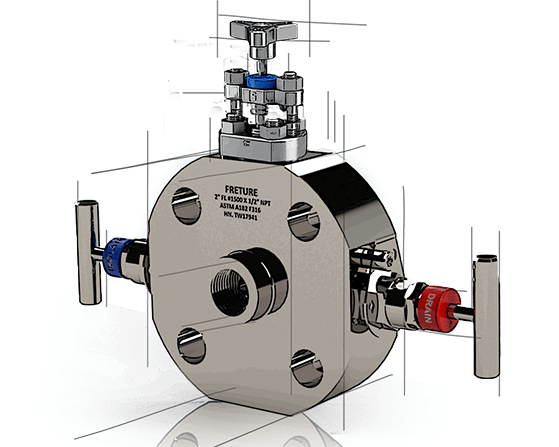
The operational mechanism of DBB valves involves two main components: the primary block valve and the secondary block valve, with a bleed valve located in between. When the block valves are closed, the bleed valve can be opened to release any trapped pressure, ensuring a safe and controlled environment for maintenance or inspection. This design allows for the verification of valve integrity and prevents any accidental release of hazardous materials.
Freture is a leading DBB Valve manufacturer in Mumbai, India, known for its high-quality products and innovative designs. With a commitment to excellence and customer satisfaction, Freture provides reliable and efficient DBB valves that meet the stringent demands of various industries.



No comments:
Post a Comment