A DBB Ball Valve, also known as a Double Block and Bleed Ball Valve, is an advanced valve technology designed to enhance safety, operational efficiency, and maintenance in various industrial applications. Combining two isolation barriers and a bleed function within a single unit, DBB ball valves provide a robust solution for isolating sections of pipelines, preventing leaks, and ensuring the safe transfer of fluids or gases. This article delves into the features, benefits, and common applications of DBB ball valves, providing insights into why they are a preferred choice in industries like oil and gas, petrochemicals, and pharmaceuticals.
What is a DBB Ball Valve?
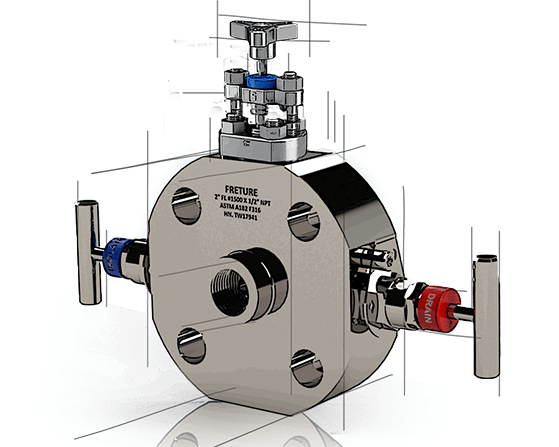
A DBB Ball Valve is a type of valve used to isolate a section of a pipeline while also providing a means to bleed off trapped pressure or residual fluid between the isolation barriers. The "double block" refers to the two sealing mechanisms (primary and secondary) that prevent fluid from passing through, while the "bleed" refers to the valve's ability to release any trapped pressure or fluid from the space between the seals.
This unique design ensures that there is no leakage or contamination, even in cases where the primary isolation fails, providing enhanced safety in critical applications.

How Does a DBB Ball Valve Work?
A DBB ball valve works by isolating the flow of a fluid or gas through a pipeline in a secure manner. Here's how it operates:
- Primary Isolation: The valve’s primary ball valve closes off the flow path, creating a secure seal that prevents any fluid or gas from passing through the valve.
- Secondary Isolation: The secondary isolation mechanism, which is another sealing point, offers a backup layer of protection, ensuring that if the primary seal fails, the secondary seal will prevent any fluid from passing.
- Bleeding: The bleed valve positioned between the two isolation points enables operators to safely release any trapped pressure or residual fluid between the two seals. This ensures that no dangerous pressure buildup remains in the isolated section.
The entire process works to provide a secure, leak-proof isolation and a safe environment for operations.
Benefits of DBB Ball Valves
DBB ball valves offer several significant advantages that make them ideal for demanding industrial applications:
1. Enhanced Safety
The double isolation feature ensures that any leaks are prevented, reducing the risk of hazardous fluid or gas escaping from the pipeline. Additionally, the bleed function allows for controlled pressure release, ensuring that no trapped pressure causes unintentional releases or equipment damage.
2. Reduced Space and Weight
The integrated design of the DBB ball valve eliminates the need for multiple valves, reducing the overall space required in pipeline systems. This compact design also reduces the overall weight of the system, making it ideal for offshore applications or compact installations.
3. Cost Efficiency
By combining the functionality of multiple valves into a single unit, DBB ball valves offer a cost-effective solution. Fewer components result in lower material costs, and less maintenance is required due to the integrated design. This also leads to reduced downtime for maintenance and repairs.
4. Improved Reliability
With two independent isolation points and a bleed feature, DBB ball valves offer reliable performance even in high-pressure environments. Their ability to handle hazardous fluids safely makes them a dependable choice for critical industries.
5. Compliance with Industry Standards
DBB ball valves meet international safety and performance standards such as ANSI, API, and ISO, ensuring they are suitable for use in industries with strict regulatory requirements.
Applications of DBB Ball Valves
DBB ball valves are commonly used in various industries where safety and reliability are paramount. Some of the most common applications include:
1. Oil and Gas Industry
In the oil and gas sector, DBB ball valves are used to isolate sections of pipelines during maintenance or pressure testing, preventing leaks and maintaining safety. They are also used in high-pressure systems to ensure secure flow isolation.
2. Petrochemical and Chemical Processing
In petrochemical and chemical plants, DBB ball valves provide double isolation to handle corrosive or hazardous fluids safely. The bleed function also ensures that any residual chemicals or gas are safely released, preventing contamination or accidents.
3. Power Generation
In power plants, DBB ball valves are used to control steam and water flow, isolate sections of the system for maintenance, and provide secure shutoffs in case of emergencies.
4. Water Treatment
DBB ball valves are essential in water treatment systems to isolate various parts of the system during maintenance or repairs. The ability to safely bleed off trapped pressure ensures that the system operates without causing environmental contamination.
5. Pharmaceutical and Food Industries
In the pharmaceutical and food processing industries, DBB ball valves are used to isolate and protect sensitive processes. Their ability to maintain the integrity of high-purity systems while ensuring leak-proof operation is essential for maintaining product safety and compliance with hygiene standards.
Material and Construction of DBB Ball Valves
The construction of a DBB ball valve depends on its application, but the following materials are commonly used:
- Stainless Steel: Offers excellent corrosion resistance, making it suitable for aggressive fluids in industries like petrochemicals and pharmaceuticals.
- Carbon Steel: Cost-effective and ideal for general industrial applications where corrosion resistance is less of a concern.
- Exotic Alloys: For extreme environments where higher corrosion or temperature resistance is required, such as offshore oil rigs or chemical plants.
Maintenance of DBB Ball Valves
While DBB ball valves are designed for long-term reliability, regular maintenance is crucial to ensure optimal performance. Key maintenance tasks include:
- Inspecting Seals: Ensure the primary and secondary seals are in good condition to avoid leaks.
- Bleed Valve Testing: Regularly test the bleed valve for functionality to ensure it releases trapped pressure safely.
- Lubrication and Cleaning: Regularly lubricate moving parts and clean the valve to prevent build-up that could cause malfunction.
Conclusion
DBB ball valves offer an excellent solution for isolating fluid flow and ensuring safety in critical applications. Their design provides enhanced safety, reduced space, and cost efficiency, making them a reliable choice in various industries. If you are looking to buy high-quality DBB ball valves, Freture Techno Pvt. Ltd. offers a range of innovative and durable solutions to meet your industrial needs.
Buy DBB Ball Valves from Freture Techno Pvt. Ltd., a leading manufacturer specializing in high-performance valve solutions in Mumbai, India. With our expertise and commitment to quality, we provide valves that meet international standards and enhance your operational safety.



No comments:
Post a Comment