In industrial environments that involve high pressures, such as power generation, petrochemicals, and pharmaceuticals, ensuring system reliability and safety is essential. Double Block and Bleed Valves (DBB valves) are a key component in these systems, providing effective isolation and venting to prevent accidents, maintain system integrity, and ensure the safety of personnel. However, selecting the right DBB valve for high-pressure applications requires careful consideration of several factors.
Types of DBB Valves and Their Applications
DBB valves come in various types, each suited to different industrial needs. The most common types include floating and trunnion-mounted DBB valves. Floating DBB valves are typically used in low- to medium-pressure systems, where the valve’s sealing mechanism relies on the pressure of the flow to create a tight seal. These valves are ideal for smaller systems or those with moderate pressure requirements.
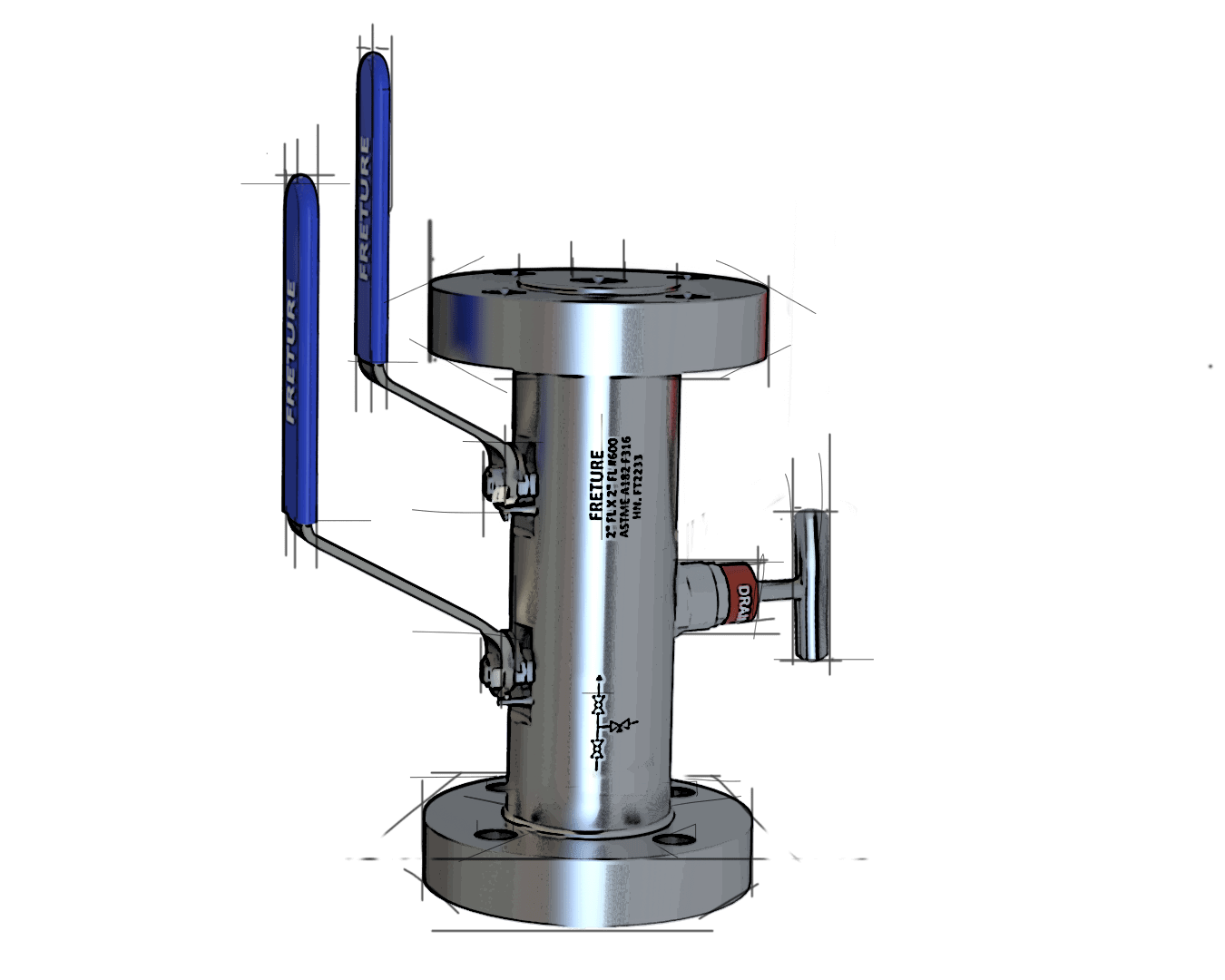
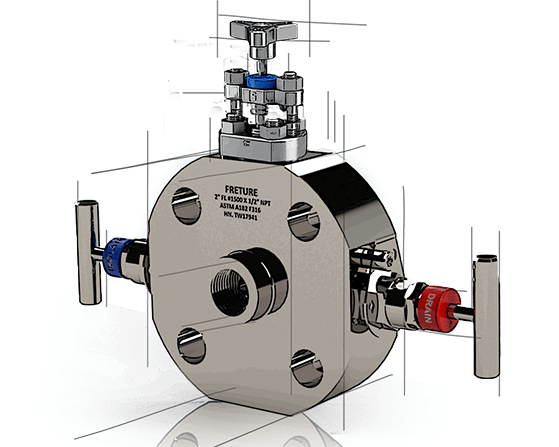
Trunnion-mounted DBB valves, on the other hand, are designed for high-pressure systems. These valves feature additional support for the ball, which allows them to maintain a tight seal even under extreme pressure conditions. For high-pressure applications in power generation or petrochemicals, trunnion-mounted DBB valves are often the preferred choice.
Long-tail keywords: “trunnion-mounted double block and bleed valves for high-pressure applications,” “selecting floating DBB valves for industrial systems”
High-Pressure Considerations
When selecting a DBB valve for high-pressure environments, it is important to consider several factors. The pressure rating of the valve is one of the most critical. DBB valves must be capable of withstanding the maximum operating pressure of the system, as well as any pressure surges that may occur during operation.
 |
| DBB Valve Manufacturer in Mumbai, India |
Material selection is another important consideration. DBB valves used in high-pressure environments are typically made from materials such as stainless steel or special alloys to ensure they can withstand the stresses of high-pressure applications. Corrosion resistance is also essential, especially in industries where chemicals or corrosive substances are present.
Regular maintenance and inspection are crucial for ensuring the long-term reliability of DBB valves in high-pressure systems. Operators should schedule regular valve checks to ensure that the seals and components are in good working condition.
Benefits of DBB Valves in Industrial Applications
DBB valves provide several benefits in high-pressure industrial applications. First and foremost, they enhance safety by providing a reliable means of isolating sections of the system during maintenance or repairs. This isolation is critical in preventing accidents, especially in systems where pressure surges or hazardous materials are present.
DBB valves also improve process reliability by ensuring that no leaks or contamination occur during isolation. In industries like power generation or petrochemicals, even a small leak can lead to significant downtime or product loss. DBB valves help maintain system integrity, minimizing the risk of costly shutdowns.



No comments:
Post a Comment