Within the intricate machinery of industrial processes, the unassuming yet crucial components known as instrumentation valves stand as sentinels of precision and control. These valves, meticulously crafted to handle fluids and gases with utmost accuracy, form the backbone of various industries. In this exploration, we delve into the world of instrumentation valves, unraveling their diverse types, functionalities, and the indispensable role they play in ensuring seamless operations. Additionally, we shine a spotlight on Freture Techno Pvt. Ltd., a trailblazer in the realm of instrumentation valves, renowned for their innovation and commitment to excellence.
Deciphering Instrumentation Valves:
Instrumentation valves serve as guardians of fluid flow, meticulously regulating the movement of liquids and gases within industrial systems. Unlike their conventional counterparts, instrumentation valves are engineered with precision to meet the exacting demands of modern industries, ranging from oil and gas to pharmaceuticals and beyond. These valves are characterized by their ability to operate under extreme conditions, maintaining efficiency and safety in the most challenging environments.
A Glimpse into the Varieties:
Needle Valves: With their slender, tapered design, needle valves offer unparalleled precision in flow control. By fine-tuning the position of a sharp needle within a conical seat, these valves allow for minute adjustments in flow rates, making them indispensable in applications where accuracy is paramount, such as laboratories and analytical instrumentation.
Ball Valves: Embodying simplicity and efficiency, ball valves employ a spherical closure mechanism to regulate flow. The rotation of a hollow ball within the valve body facilitates swift on/off control, making them ideal for high-pressure applications across industries, from chemical processing plants to water treatment facilities.
Check Valves: In the realm of fluid dynamics, check valves serve as gatekeepers, allowing flow in one direction while preventing backflow. Their straightforward design, often featuring a hinged flap or spring-loaded disc, ensures fluid directionality and prevents system contamination, making them indispensable in pipelines and pumping systems.
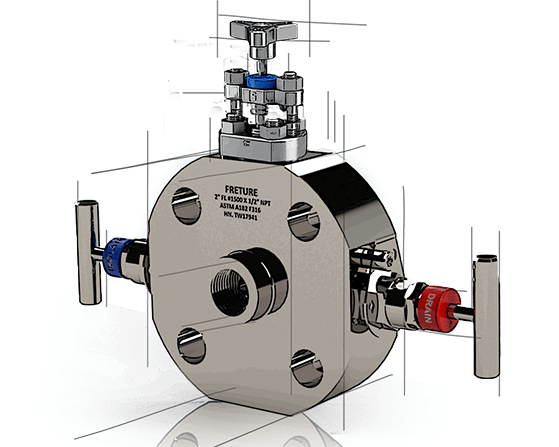
Manifold Valves: Simplifying complexity, manifold valves offer a centralized solution for fluid distribution in intricate instrumentation setups. By consolidating multiple ports and valves into a single block, these valves streamline installation, reduce leak points, and enhance system efficiency, particularly in industries requiring precise control over fluid distribution.
Choosing Wisely:
Selecting the right instrumentation valves entails a careful consideration of various factors, including:
Environmental Conditions: Assessing the temperature, pressure, and chemical compatibility requirements of the application to ensure that the chosen valves can withstand the rigors of the operating environment without compromising performance.
Flow Dynamics: Analyzing the desired flow characteristics, pressure drop, and flow control precision to determine the most suitable valve type for the application, whether it be a needle valve for precise metering or a ball valve for rapid shut-off.
Material Composition: Opting for valves constructed from corrosion-resistant materials that can withstand the corrosive effects of chemicals and harsh operating conditions, thereby ensuring longevity and reliability in service.
Compliance Standards: Verifying that the instrumentation valves adhere to industry standards and certifications, such as ASME, API, and ANSI, to guarantee quality, safety, and interoperability within industrial systems.
Freture Techno Pvt. Ltd.: Pioneering Excellence in Instrumentation Valves:
Freture Techno Pvt. Ltd. stands at the forefront of innovation and reliability in the realm of instrumentation valves, offering a diverse portfolio of high-quality solutions tailored to the unique needs of industrial applications. With a steadfast commitment to excellence, Freture Techno has earned the trust of customers worldwide, delivering precision-engineered valves that surpass expectations in terms of performance, durability, and safety.
Key Attributes of Freture Techno Instrumentation Valves:
Precision Craftsmanship: Freture Techno instrumentation valves are crafted with meticulous attention to detail, ensuring precise flow control, minimal leakage, and long-term reliability in even the most demanding operating conditions.
Comprehensive Range: From needle valves to ball valves, check valves, and manifold valves, Freture Techno offers a comprehensive array of instrumentation valves, catering to diverse industrial requirements and ensuring compatibility with various fluid handling systems.
Stringent Quality Assurance: Each Freture Techno valve undergoes rigorous testing and quality assurance measures to uphold the highest standards of quality, safety, and reliability. Compliance with international standards and certifications is ingrained in Freture Techno's manufacturing ethos.
Customer-Centric Solutions: Freture Techno collaborates closely with customers to develop bespoke valve solutions tailored to their specific applications and performance criteria. From custom materials to innovative designs, Freture Techno goes above and beyond to meet the evolving needs of industrial clients.
Conclusion:
Instrumentation valves stand as silent sentinels of precision and control within the bustling machinery of industrial processes, ensuring fluid flow with unparalleled accuracy and reliability. By understanding the diverse types of instrumentation valves, their functionalities, and the critical factors influencing valve selection, industry professionals can make informed decisions to optimize system performance and efficiency. With industry leaders like Freture Techno Pvt. Ltd. spearheading innovation and setting benchmarks for excellence, the future of instrumentation valves shines bright, promising continued advancements in fluid control technology.