Instrumentation valves are crucial components in industrial systems, helping regulate the flow of fluids or gases under various conditions. These valves play a vital role in ensuring safe and efficient operations, particularly in industries like oil and gas, chemical processing, pharmaceuticals, and water treatment. The precision and reliability of instrumentation valves make them essential in controlling pressure, flow rates, and isolation.
In this guide, we’ll explore the different types of instrumentation valves, their unique features, and why Freture Techno Pvt. Ltd. is a trusted supplier of these vital components.
Key Types of Instrumentation Valves
Instrumentation valves come in a variety of types, each designed for specific applications. Let’s delve into some of the most commonly used valves and their functions.
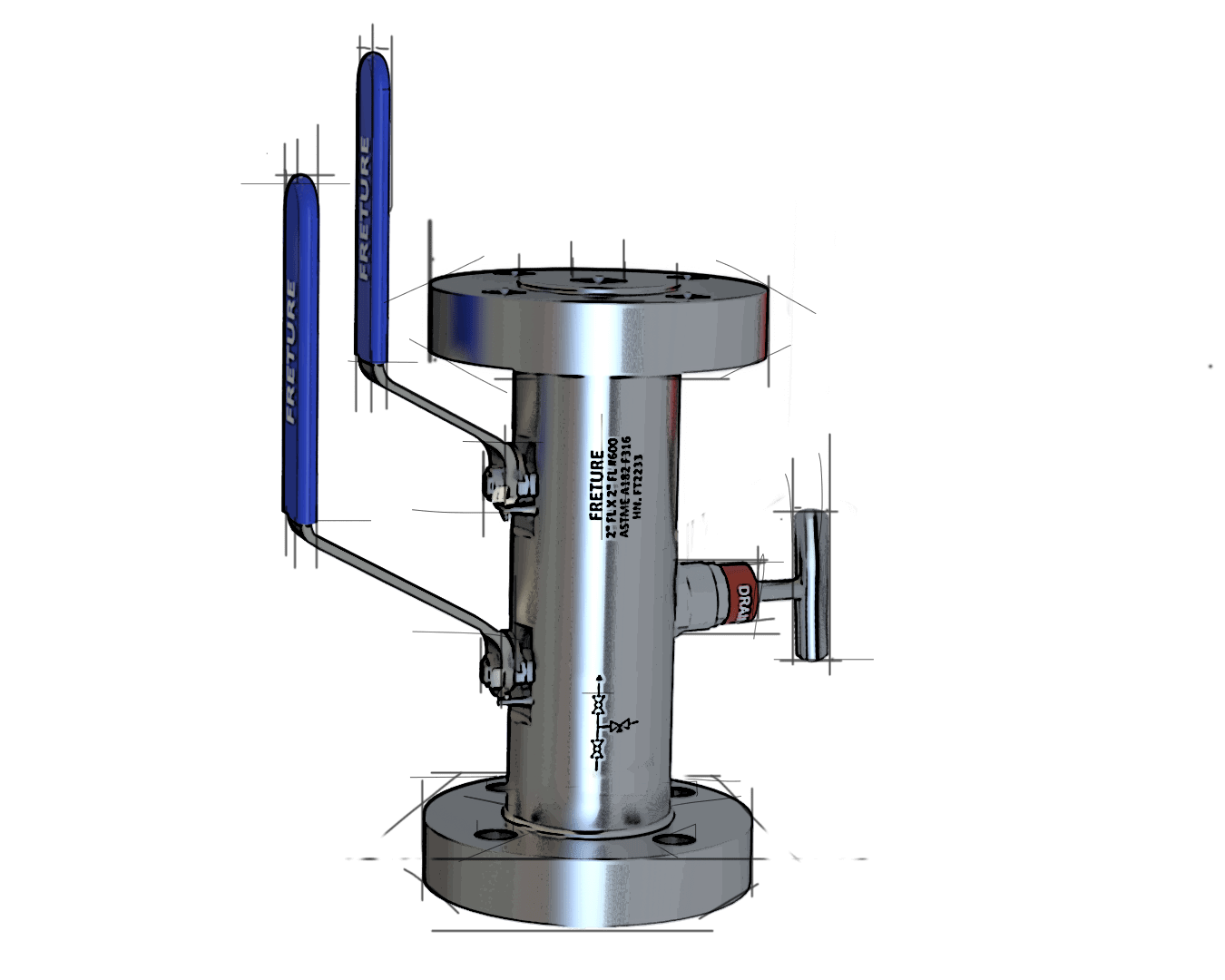
1. Double Block and Bleed Valve (DBB Valve)
A Double Block and Bleed Valve is designed to provide isolation and pressure relief in critical systems. This valve uses two seating surfaces (blocks) to isolate pressure from both sides of the valve, with a bleed valve in the middle to release any trapped pressure. This design ensures complete isolation, making DBB valves essential in high-risk applications, such as in the oil and gas industry.
These valves are commonly used during maintenance or repair work, ensuring that the section of the pipeline is safely isolated from pressure. They are also widely used in chemical processing plants and power generation facilities where safety is paramount.
2. Monoflange Valve
The Monoflange valve is a versatile valve type that combines isolation, venting, and calibration functions into one compact unit. Traditionally, several valves would be needed to perform these functions, but the Monoflange valve simplifies the process by integrating them into a single device.
Monoflange valves are particularly useful in industries where space is limited and efficiency is critical. They reduce the number of potential leak points, increase safety, and streamline the overall system. This type of valve is typically found in offshore platforms, refineries, and petrochemical plants.
3. Ball Valve
Ball valves are widely used for their simple yet effective design. They feature a spherical disc, or ball, which has a hole through the center. When the valve is open, the hole aligns with the flow path, allowing fluids or gases to pass through. When closed, the ball rotates to block the flow.
Ball valves are known for their durability, ease of operation, and tight seals, even after extended periods of use. They are ideal for both high-pressure and low-pressure applications in industries like water treatment, oil and gas, and HVAC systems.
4. Check Valve
Check valves, also known as non-return valves, are essential for preventing reverse flow in a pipeline. These valves are designed to allow fluid to flow in only one direction and automatically close if the flow reverses, protecting the system from potential damage or contamination.
Check valves are used in a variety of industries, including water distribution, fuel lines, and hydraulic systems. Their simple design makes them reliable and easy to maintain, while their ability to prevent backflow is critical in maintaining the safety and efficiency of industrial processes.
5. Needle Valve
Needle valves are precision-engineered for applications that require accurate flow control. They feature a slender, tapered needle that fits into a small seat. As the valve is adjusted, the needle moves in or out of the seat, allowing for fine-tuned control of the flow rate.
These valves are particularly useful in low-flow systems where precise adjustments are needed, such as in hydraulic systems, gas chromatography, and laboratory equipment. Needle valves are highly valued for their ability to regulate flow with exceptional accuracy.
Why Choose Freture Techno Pvt. Ltd. for Instrumentation Valves?
Freture Techno Pvt. Ltd. has established itself as a leading manufacturer and supplier of instrumentation valves in India, with a focus on delivering high-quality products at competitive prices. Here’s why Freture Techno is the go-to source for instrumentation valves:
Quality and Durability: All instrumentation valves from Freture Techno are manufactured to meet stringent industry standards. Each valve is crafted using premium materials to ensure durability, performance, and long service life.
Wide Range of Products: Freture Techno offers a broad selection of valves, including Double Block and Bleed Valves, Monoflange Valves, Ball Valves, Check Valves, and Needle Valves. This extensive product range allows them to cater to diverse industries and applications.
Cost-Effective Solutions: Freture Techno provides high-quality valves at competitive prices. They frequently offer discounts, allowing businesses to access top-tier instrumentation valves without stretching their budgets.
Customization: Every industrial application is unique, and Freture Techno understands this. They offer customization options to meet specific requirements, ensuring that their valves are tailored to suit your system perfectly.
Industry Expertise: With years of experience in manufacturing instrumentation valves, Freture Techno has the knowledge and expertise to provide solutions that meet the specific demands of industries like oil and gas, pharmaceuticals, and chemical processing.
Exceptional Customer Support: Freture Techno takes pride in offering excellent customer service, from product selection to after-sales support. Their team of experts is always available to provide guidance and technical assistance.
Instrumentation valves are essential components in numerous industrial systems, providing precise control, safety, and efficiency. From Double Block and Bleed Valves that ensure secure isolation, to Monoflange and Needle Valves that offer compact and precise solutions, these valves are indispensable in a wide range of applications.
When it comes to purchasing high-quality instrumentation valves, Freture Techno Pvt. Ltd. stands out as a trusted supplier. Their commitment to quality, wide product range, and competitive pricing make them an excellent choice for businesses in need of reliable valve solutions.
Don’t miss out on the chance to buy discounted instrumentation valves from Freture Techno Pvt. Ltd. Invest in products that will ensure the long-term performance and safety of your industrial systems.